81.31.2a Grenaillage - sablage intérieur sur supports métalliques ferreux
DESCRIPTION
- Définition / Comprend
Il s’agit des prescriptions de décapage par projection d'abrasif pour la préparation des subjectiles métalliques ferreux avant application de peintures et de produits assimilés, conformément aux prescriptions de la norme [NBN EN ISO 8504-2].
- Localisation
Référence support : ***.
Voir plans et métrés détaillés.
MATÉRIAUX
- Caractéristiques générales
Abrasif
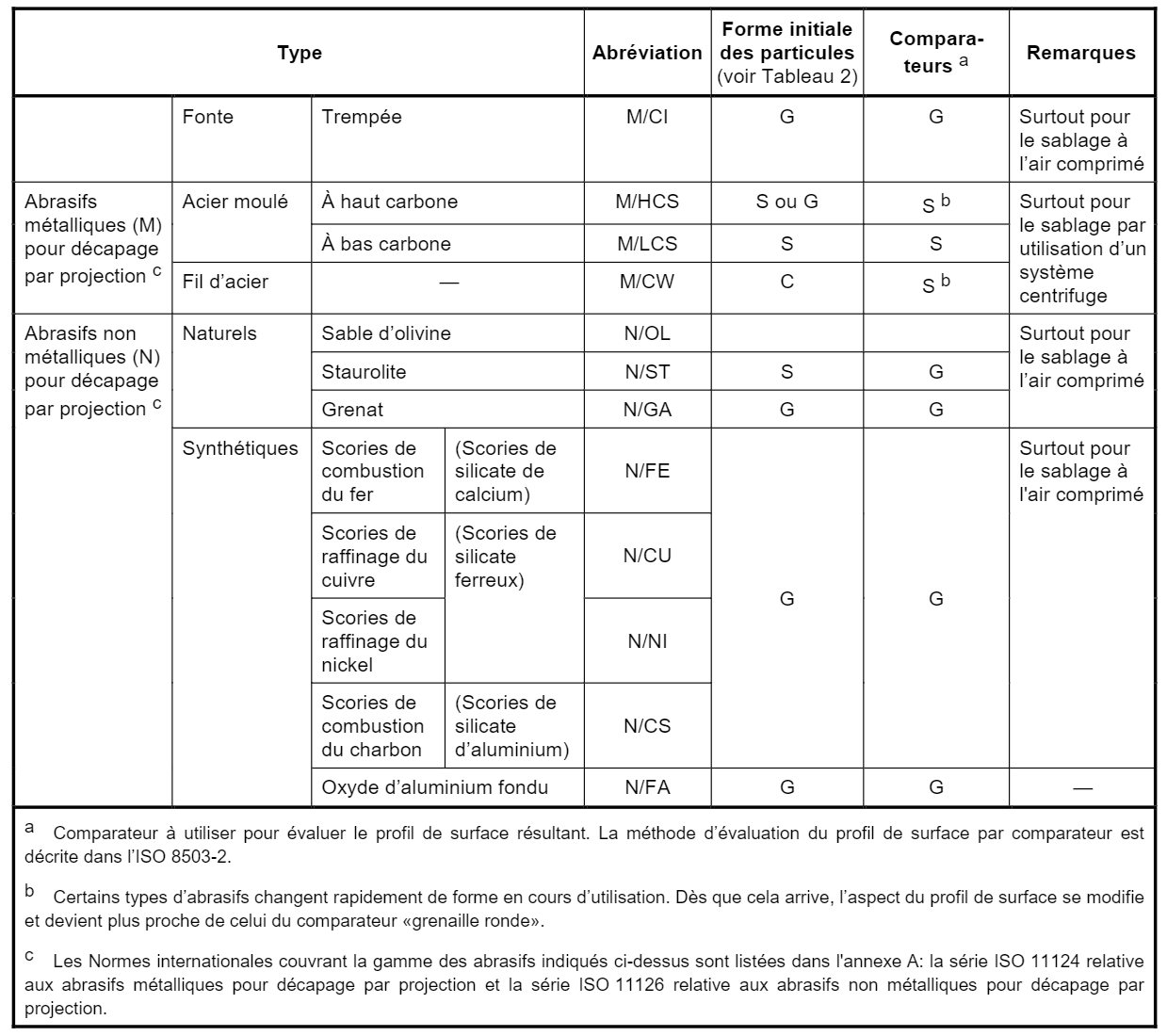
Nature : au choix de l’entrepreneur (par défaut) / M/CI / M/HCS / M/LCS / M/CW / N/OL / N/ST / N/GA / N/FE / N/CU / N/NI / N/CS / N/FA.
Les abrasifs doivent être conformes aux exigences énoncées dans les séries de normes [NBN EN ISO 11124 série] et [NBN EN ISO 11126 série], et être exempts de constituants corrosifs et d'agents contaminants diminuant l'adhérence.
Les abrasifs contaminés en permanence, par exemple ceux qui ne peuvent être nettoyés avant recyclage, et les abrasifs produits à partir de scories granulées par refroidissement dans l'eau salée (eau de mer) doivent être écartés, à cause de leurs effets nocifs sur les subjectiles d’acier décapés.
EXÉCUTION / MISE EN ŒUVRE
- Prescriptions générales
En cas d’application de peintures décoratives couvertes par la [NIT 249], ces opérations ne sont pas prévues pour être effectuées par défaut par le peintre décorateur. Elles doivent être effectuées en atelier.
Préparation avant grenaillage-sablage
Un contrôle visuel est opéré pour détecter la présence d'huile, de graisse, de sels ou d’agents contaminants similaires. Tout dépôt est éliminé par un procédé de dégraissage ou de lavage conformément aux articles 81.31.1a Nettoyage intérieur des supports métalliques ferreux, 81.31.1b Dégraissage intérieur des supports métalliques ferreuxou 81.31.1c Élimination intérieure des sels de zinc (aciers galvanisés) sur supports métalliques ferreux.
Ces articles sont compris dans le présent article.
Les couches épaisses de rouille et de calamine qui adhèrent fermement sont d’abord éliminées par nettoyage manuel ou mécanique conformément à l’article 81.31.2b Ponçage - dérouillage intérieur sur supports métalliques ferreux.
Les zones qui ne doivent pas être décapées sont masquées et protégées.
Degré de préparation des imperfections des soudures, arêtes et subjectiles en général [NBN EN ISO 8501-3] :
Soudures :
- Projections de soudure : P1 / P2 (par défaut) / P3.
- Cordons / profils de soudure : P1 / P2 (par défaut) / P3.
- Scories : P1 / P2 (par défaut) / P3.
- Pores : P1 / P2 (par défaut) / P3.
- Cratères de fin de cordon : P1 / P2 (par défaut) / P3.
Arêtes :
- Arêtes arrondies : P1 / P2 (par défaut) / P3.
- Arêtes par poinçonnage, cisaillage, sciage ou forage : P1 / P2 (par défaut) / P3.
- Arêtes par découpe thermique : P1 / P2 (par défaut) / P3.
Subjectiles en général :
- Piqûres et cratères : P1 / P2 (par défaut) / P3.
- Ecaillage : P1 / P2 (par défaut) / P3.
- Défauts de laminage : P1 / P2 (par défaut) / P3.
- Corps étrangers incrustés : P1 / P2 (par défaut) / P3.
- Entailles et rainures produites par action mécanique : P1 / P2 (par défaut) / P3.
- Indentations et traces de rouleaux : P1 / P2 (par défaut) / P3.
Grenaillage-sablage
Il est procédé au sablage en fonction de la technique choisie ci-dessous, pour obtenir le degré de préparation requis.
La distribution granulométrique d'abrasif est laissée au choix de l’entrepreneur, en fonction de la pièce à traiter, des caractéristiques de l'appareillage et du degré de préparation requis.
II est recommandé de procéder à des essais préliminaires de décapage pour déterminer l’abrasif le plus efficace, le degré de préparation du subjectile et le profil de surface obtenus.
Si l’entrepreneur doit utiliser un abrasif recyclé pour la préparation du subjectile, il est nécessaire d’effectuer un essai préliminaire avec le même matériau, car un nouvel abrasif peut donner des résultats erronés.
Le niveau de préparation de surface (Sa2,5 ou Sa3) et la nécessité d’un sablage sont liés par défaut au système de finition spécifié dans l’élément 81.31 Préparations de surface des métaux ferreux (aciers ordinaires, galvanisés, inoxydables, métallisés, alliés, spéciaux, fonte).
- Technique de sablage [NBN EN ISO 8504-2]: au choix de l’entrepreneur (par défaut) / sablage à sec par système centrifuge (uniquement en atelier) / sablage à sec par système à air comprimé / sablage à sec par système à air comprimé avec récupération par aspiration / sablage à l’abrasif par air comprimé humide / sablage par air comprimé à l’abrasif humide / sablage humide à grains très fins / sablage par liquide sous pression / ***.
- Degré de préparation primaire (total) des subjectiles après traitement de sablage, suivant l’annexe A de la [NBN EN ISO 12944-4] et [NBN EN ISO 8501-1] : Sa 2,5 (pour peinture) / Sa 3 (pour la métallisation) (par défaut) / ***.
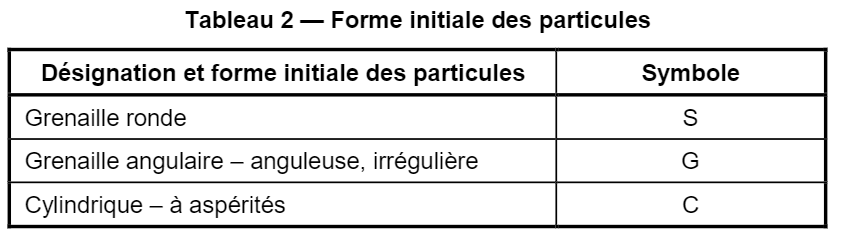
- Profil de surface (rugosité) [NBN EN ISO 8503-1] : grossier (G ou S) / moyen (G ou S) (par défaut) / fin (G ou S).
Après grenaillage-sablage
Après grenaillage-sablage, le subjectile est nettoyé.
Méthode de nettoyage: au choix de l’entrepreneur (par défaut) / après sablage à sec / après sablage humide.
(Soit par défaut)
Au choix de l’entrepreneur
Le nettoyage après sablage des subjectiles est laissé au choix de l’entrepreneur, en fonction de la technique qu’il a utilisée, suivant les prescriptions ci-dessous, ou toute autre technique moyennant une attestation de l’entrepreneur certifiant un résultat équivalent.
(Soit)
Après sablage à sec
La poussière qui adhère peu, les débris et l'abrasif sont éliminés du subjectile par aspiration, par brossage ou par un jet d'air comprimé exempt d'huile et d'humidité.
Le subjectile est ensuite nettoyé à l'aide d'un jet de vapeur, à l'eau chaude et propre, contenant un nettoyant adéquat.
Pour terminer, un rinçage à l'eau claire et un séchage immédiat sont réalisés. De l'air comprimé exempt d'huile et d'humidité ou d'autres moyens (par exemple de l'air chauffé) peuvent être utilisés pour accélérer le séchage du subjectile.
(Soit)
Après sablage humide
Le subjectile est lavé à l'eau propre, pour éliminer les abrasifs et résidus qui adhèrent peu, suivi d’un séchage immédiat. De l'air comprimé exempt d'huile et d'humidité ou d'autres moyens (par exemple de l'air chauffé) peuvent être utilisés pour accélérer le séchage du subjectile.
- Notes d’exécution complémentaires
Le présent article comprend également : un détergent dans le sablage humide.
- Détergent dans le sablage humide
Un détergent adéquat est ajouté au liquide pour aider à éliminer les graisses, huiles, salissures et sels solubles pendant l'opération de grenaillage-sablage.
CONTRÔLES PARTICULIERS
Tous les subjectiles nettoyés sont évalués conformément aux normes [NBN EN ISO 8501-1] et [NBN EN ISO 8501-2] et leurs suppléments informatifs qui contiennent des photographies illustrant les changements de couleur subis par l'acier décapé à sec, avec différents abrasifs métalliques et non métalliques.
En cas de non-conformité, l'opération est répétée.
DOCUMENTS DE RÉFÉRENCE COMPLÉMENTAIRES
- Matériau
[NBN EN ISO 8504-2, Préparation des subjectiles d'acier avant application de peintures et de produits assimilés - Méthodes de préparation des subjectiles - Partie 2: Décapage par projection d'abrasif (ISO 8504-2:2019)]
[NBN EN ISO 11124 série, Préparation des supports d'acier avant application de peintures et de produits assimilés - Spécifications pour abrasifs métalliques destinés à la préparation par projection]
[NBN EN ISO 11126 série, Préparation des subjectiles d'acier avant application de peintures et de produits assimilés - Spécifications pour abrasifs non métalliques destinés à la préparation par projection]
- Exécution
[NBN EN ISO 8501-1, Préparation des subjectiles d'acier avant application de peintures et de produits assimilés - Evaluation visuelle de la propreté d'un subjectile - Partie 1: Degrés de rouille et degrés de préparation des subjectiles d'acier non recouverts et des subjectiles d'acier après décapage sur toute la surface des revêtements précédents (ISO 8501-1:2007)]
[NBN EN ISO 8501-2, Préparation des subjectiles d'acier avant application de peintures et de produits assimilés - Evaluation visuelle de la propreté d'un subjectile - Partie 2: Degrés de préparation des subjectiles d'acier précédemment revêtus après décapage localisé des couches (ISO 8501-2:1994)]
[NBN EN ISO 8501-3, Préparation des subjectiles d'acier avant application de peintures et de produits assimilés - Evaluation visuelle de la propreté d'un subjectile - Partie 3: Degrés de préparation des soudures, arêtes et autres zones présentant des imperfections (ISO 8501-3:2006)]
[NBN EN ISO 8504-2, Préparation des subjectiles d'acier avant application de peintures et de produits assimilés - Méthodes de préparation des subjectiles - Partie 2: Décapage par projection d'abrasif (ISO 8504-2:2019)]
[NBN EN ISO 12944-4, Peintures et vernis - Anticorrosion des structures en acier par systèmes de peinture - Partie 4: Types de surface et de préparation de surface (ISO 12944-4:2017)]
[NBN EN ISO 8503-1, Préparation des subjectiles d'acier avant application de peintures et de produits assimilés - Caractéristiques de rugosité des subjectiles d'acier décapés - Partie 1: Spécifications et définitions des comparateurs viso-tactiles ISO pour caractériser les surfaces décapées par projection d'abrasif (ISO 8503-1:2012)]
MESURAGE
- unité de mesure:
-
- code de mesurage:
Compris dans les prix unitaires respectifs des profilés à traiter.
- nature du marché:
PM
AIDE
Type d’abrasifs suivant le tableau 1 de la [NBN EN ISO 8504-2]: